
Cause e possibili soluzioni delle bolle nelle colate di resina epossidica
In questo articolo ci si sofferma sulle bolle che si formano durante l’indurimento di resine epossidiche a medio e alto spessore. Dove nell’uso professionale spesso si riflette in danno economico.
Come prima cosa è necessario ribadire come le bolle non sono completamente eliminabili. Se la richiesta è ottenere sempre produzioni senza alcuna bolla con degli inglobi di materiale, questa è quasi impossibile.
La bolla è come il “moscerino” nel laccato, per quanto si cerchi di eliminare ogni difettosità, tutte le lavorazioni artigianali ne sono affette.
Va precisato subito come una delle caratteristiche essenziali per poter fare delle colate di grandi dimensioni come per la produzione di tavoli richiede esperienza ed esperimenti. E’ illusorio pensare di fare un tavolo in resina e legno senza esperienza, come mostrato in molti video su internet, dove l’operazione viene mostrata come semplice e realizzabile da chiunque.
Le bolle nelle resine epossidiche si dividono principalmente in 2 categorie:
- Bolle causate da un non completo isolamento del supporto
- Bolle “inspiegabili” che si trovano alla fine di una reticolazione eseguita “a regola d’arte”

Bolle in resina epossidica per superficie non isolata
Bolle in resina epossidica per superficie non isolata
Bolle in resina epossidica per superficie non isolata, si formano in fase di indurimento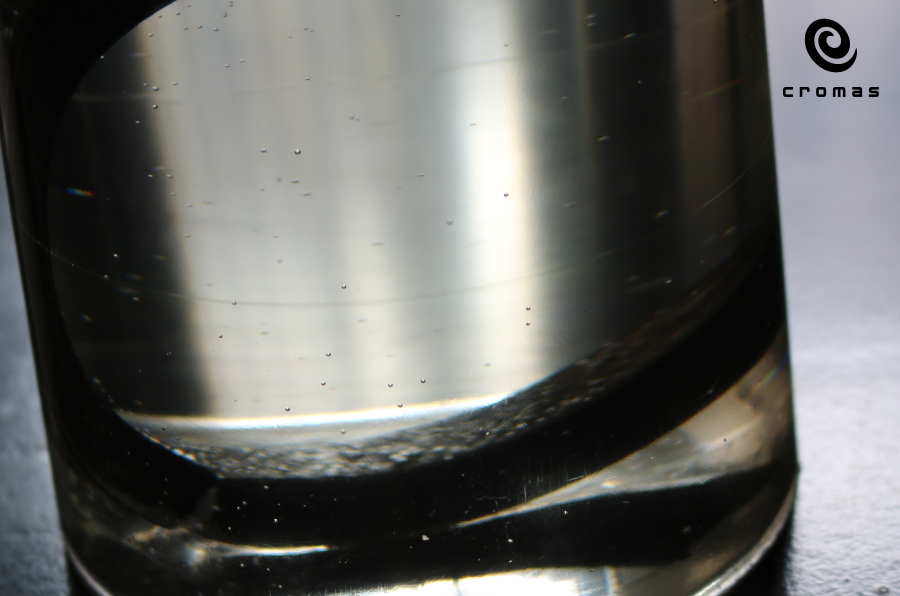
Bolle in resina epossidica a elevato spessore
Bolle in resina epossidica a elevato spessore
Bolle in resina epossidica a elevato spessore formatesi durante indurimentoLe bolle di isolamento sono risolvibili con impregnanti e resine tissotropiche finché i materiali non sono delle vere e proprie spugne, caso nel quale è consigliabile abbandonare il progetto.
Le bolle “inspiegabili” sono invece bolle che si manifestano, anche con resine a bassa esotermia (limitata produzione di calore), una volta terminata o avviata la reticolazione.
Questo è il caso più comune nelle lavorazioni artigianali e industriali, e si verifica soprattutto con inglobi di legno.
Le cause sono per lo più ambientali e talvolta la tensione superficiale tra resina e stampo. Va detto che la resina epossidica, non sviluppa GAS durante la reticolazione con le ammine che hanno la funzione di indurente.
Quindi le bolle non sono causate dalla resina, ma dall’espansione o rilascio di gas da parte dell’ambiente, dell’inglobo o dello stampo in fase di reticolazione.
I problemi non a caso si manifestano durante la stagione fredda, soprattutto d’inverno. In questi periodi la resina è più viscosa, la fuoriuscita di gas o vapori è più lenta come pure il rilascio di gas disciolti nella resina in fase di miscelazione e colatura. In aggiunta a questo la reticolazione è più lenta.
Le soluzioni più efficaci sono:
- Scaldare la resina e ove possibile lo stampo prima della colata e durante la prima fase della colata
- Evitare che la temperatura ambientale scenda, non è un caso che in estate nei capannoni faccia molto caldo e le colate di resina siano perfette.
- Utilizzo della pistola termica durante l’esecuzione della colata
- Fare la colata in più passaggi ravvicinati passando sempre la pistola termica sulla resina e se possibile sui bordi dello stampo
- Lavorare e stoccare il materiale sempre in ambienti anidri
Va detto che in ogni caso la soluzione più efficace, ma anche complessa se lo stampo non è studiato ad hoc, è la seguente:
- Fare la colata con pompa da vuoto, mettendo lo stampo sotto vuoto. Questa è l’arma più importante contro le bolle ed è una pratica industriale comune nella realizzazione di oggetti in plexyglass e policarbonato, lavorazione che potrebbe essere assimilabile alle resine epossidiche.
- Ove non è possibile fare la colata sotto vuoto si mostra molto efficace degasare la resina dopo la miscelazione dei componenti A e B, prima di colarla nello stampo. Questa tecnica abbinata al trattamento con la pistola termica porta spesso a risultati importanti.
Esistono soluzioni più immediate e semplici? Sì
La soluzione più semplice e industrialmente più vantaggiosa è scegliere lavorazioni diverse dalla trasparenza totale, come ad esempio:
- Colorare la resina, almeno in parte, in modo che le eventuali bolle siano mascherate. Questo può essere fatto sia in semitrasparenza che in copertura. Non è un caso se molti video e articoli presenti su internet mostrino sempre resine colorate: lo scopo è evitare di vedere le bolle mascherandole.
- Usare la resina epossidica tridimensionale abbinandola con le vernici speciali, in questo modo si potrà operare con resine epossidiche a basso spessore e comunque la verniciature della resina tridimensionale renderà arduo vedere le eventuali bolle.
- Fare più colate a basso spessore. Nelle colate di resina epossidica a basso spessore, inferiore ai 10 mm, la formazione di bolle è più controllabile e soprattutto le stesse hanno un percorso più breve per uscire. Con l’utilizzo della pistola termica è inoltre possibile una loro fuoriuscita più rapida. Come contro a fine colata si vedranno però i differenti strati di resina applicati, come fossero vetri accoppiati.
Cromas ha investito molto tempo e risorse nello sviluppo di questi prodotti, le principali resine per utilizzo professionale sviluppate sono:
- resina epossidica trasparente da colata per bassi spessori
- resina epossidica trasparente per spessori da 1 a 3 cm circa, con piccoli inglobi
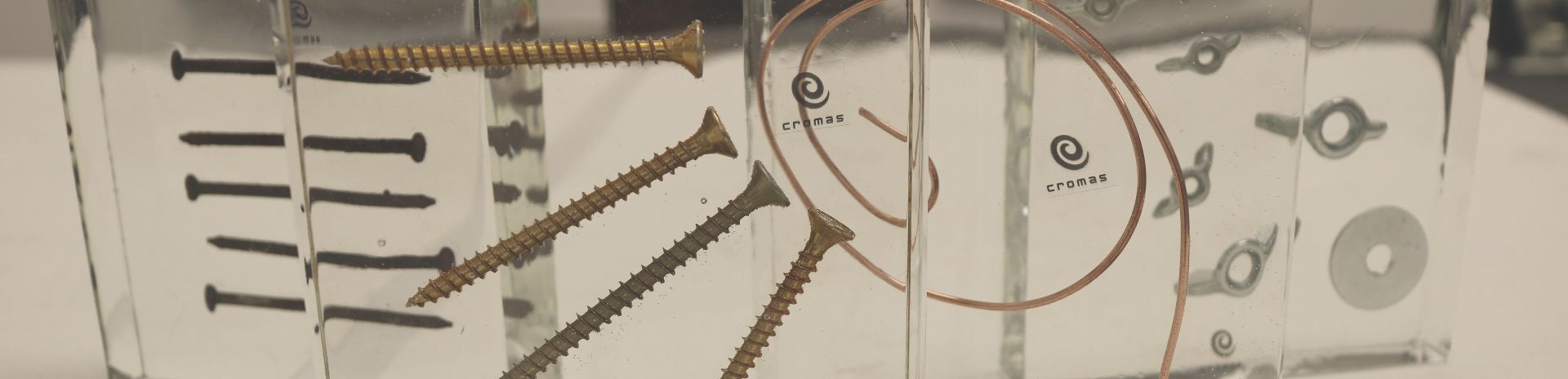
- resina epossidica trasparente per spessori elevati (anche oltre 20cm) con inglobi
Tutte queste informazioni sono fornite sulla base della nostra migliore esperienza. Costituiscono solo delle informazioni che possno fare da supporto nei test di produzione e a risolvere i problemi che possono occorrere in fase di lavorazione.
Prodotti correlati
-
![front image - Resina epossidica per decorazioni tridimensionali]()
Resina epossidica per decorazioni tridimensionali
![back image - Resina epossidica per decorazioni tridimensionali]()
Resina epossidica per decorazioni tridimensionali
-
![front image - Resina epossidica fotoluminescente]()
Resina epossidica fotoluminescente
![back image - Resina epossidica fotoluminescente]()
Resina epossidica fotoluminescente
-
![front image - Resine epossidiche colorate in trasparenza]()
Resine epossidiche colorate in trasparenza
![back image - Resine epossidiche colorate in trasparenza]()
Resine epossidiche colorate in trasparenza
-
![front image - Resina epossidica metallica]()
Resina epossidica metallica
![back image - Resina epossidica metallica]()
Resina epossidica metallica
-
![front image - Resina epossidica trasparente alti spessori inglobi]()
Resina epossidica trasparente alti spessori inglobi
![back image - Resina epossidica trasparente alti spessori inglobi]()
Resina epossidica trasparente alti spessori inglobi




Contattaci subito
Parliamo del vostro progetto